

 English
English







How to Produce And Cut the Carbon Fiber In TOP-FIRE TOP-FIRE has independent carbon fiber processing production and cutting factory. Main Component Of Hot Melt Prepreg Machine 1.Yarn release mechanism Mainly complete the laying of the yarn,according to the different gram weight of the prepreg, the number of spindles is also different. The basic requirement is that the output tension of the yarn is relatively stable, and the yarn is arranged uniformly without twisting. 2.Spreading mechanism Mainlycomplete the yarn uniformity, dispersion, tension adjustment function,this mechanism belongs to the front key equipment of the compound machine. 3.Hot melt unit Mainly complete the melt impregnation of yarn and resin,the basic requirements are uniform yarn tension, uniform arrangement, uniform resin impregnation, uniform prepreg thickness, uniform yarn distribution, and appearance of yarn without defects such as strands and yarn breaks. 4.Hot plate mechanism Mainly complete the melt impregnation of resin。Complete further melt impregnation of resin. 5.Coldplate mechanism It mainly completes the cooling and temperature reduction of the prepreg cloth, and prepares for the release paper. 6.Traction roller mechanism Finish the traction and rewinding of prepreg,Prepare for release paper peeling. 7.Release paper unwinding mechanism Mainly complete the laying action of release paper with resin,Unwind passively. 8.Film collection mechanism Complete the curling action of the peeled PE film,Active curling mechanism. 9.Rewinding mechanism of release paper Complete the curling action of the release paper peeled from the prepreg, the release paper can be recycled and reused.The mechanism has two sets, which are divided into upper and lower release paper winding. 10.Film release mechanism Complete the laying action of PE film,to prepare for the crimping of the prepreg, the mechanism has two sets to complete the laying action of the upper and lower PE film. 11.Support unwinding mechanism Complete the laying action of each type of support cloth. 12.Tow PE film winding mechanism Complete the curling action of the PE film on the surface of the support cloth. 13.Double station winding mechanism Complete the curling action of the prepreg.

The Production Process of Carbon Rims In TOP-FIRE TOP-FIRE represents the latest technological advances in carbon-fiber bicycle rim performance products. Engineered from the trail up to be lighter, stronger, faster and more aerodynamic.The production processes are as follows: Preform fit->Preform into the mold->Thermoforming->cooling->Mould to take product->Pull air bag->Secondary heating->Sandblasting->Hole processing->Polish Preform fit: Paste the shape of the product according to the structural design drawing, not more paste less paste. Preform into the mold: When entering the mold, the preformed product should be straightened out to avoid yarn clamping. Thermoforming: 155±5℃/1 hour. cooling: After cooling, the mold surface temperature is 90℃↓. Mould to take product: The product must not be bruised. Pull air bag: The air bag needs to be removed clean. Secondary heating: The product is heated twice to eliminate internal stress and improve the reaction rate. 150±5℃/2.5 hours. Sandblasting: The product is sandblasted and coarsened. Hole processing: Choose the correct program for hole processing according to customer needs. Polish: Add primer to the surface of the product and make the surface of the product smooth.

TOP-FIRE Factory Carbon Bike Frame Production Top-Fire manufactures and develops high end carbon fiber bicycle frames and accessories for 25years, has rich experience in integrated molding, design and manufacturer of different bicycle frames(Road/MTB/Electric bike frames).The production processes are as follows: preform->molding->forming->processing->gluing Preform Preform is a very important process for carbon fiber products, directly related to the strength, size, appearance etc... it's easy to make a good product out of carbon fiber, a special material, but it's hard to make 100 products that are exactly like the first one, therefore must have the strict operation personnel and the QC to the SOP cognition and the rigorous. All operators strictly follow the development settings of LAY-UP production, integrated Mandrel technology plus vacuum operation, from the first step to 150 steps of lay-up, the position of the sheet is fixed, the position of the reinforcement is strengthened, and the epoxy is filled, the air duct into the mold molding reserved and positioned for the next stage of molding preparation in advance. All products related to personal safety, we are use the premium import Japenese Toray carbon fiber like Toray T700/T800. Molding This section is the most important for the products, GO and Ng is basically decided by this section, this section of the production equipment is high temperature and high pressure, it is in this special environment to promote a good product.We from R & D design-self-mold-production-shipping, such as a set of perfect process. Processing This section for the removal of product scraps and cutting excess pipe processes, related to the drilling accessories. When cutting excess pipe material, the operator shall strictly follow the cutting SOP stipulated in the development section, sandblast coarsening was carried out on the joint parts of the pipe fittings afterwards in order to provide bonding strength for the bonding of the lower section. Gluing This section is the product for gluing, using high-temperature Epoxy, high-temperature baking fixed.Before gluing, each gluing part should be cleaned with alcohol to ensure the gluing strength. All aluminum parts need to be cleaned by sandblasting before gluing. Then,measuring the upper placental position of the special fixture for the product to ensure the correct placental position after bake fixation.put the tools into the high temperature oven for baking. The baking time is 1.5 h. the oven door can not be opened during this time, in case the temperature reduces the strength of the glue and the frame.

Decal&Painting In TOP-FIRE TOP-FIRE provides integrated service for customized painting for OEM and ODM
1
pagesCategories
New Products

New Full Suspension Bafang M620 Motor Carbon Ebike Framest For MTB And Fat Bike Read More


Fully Internal Cable Routing Suspension Electric MTB Frame Read More


Carbon Gravel Ebike Frame With FSA Hub Motor And Battery Read More


Carbon Cyclocross Disc Gravel Bike Frame For BB T47 Read More

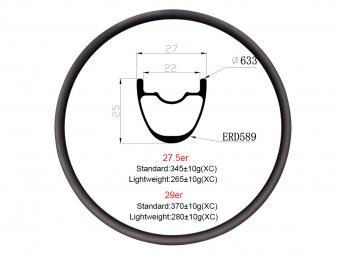
Top-Fire 27.5er 29er 27mm Width 25mm Depth Hookless Mtb Carbon Rims For XC Read More
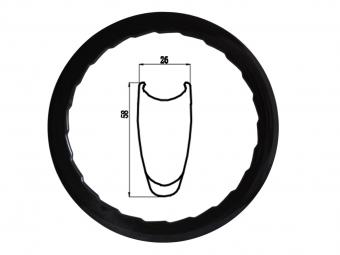
New Style 700C Carbon Clincher Rims 58mm Depth Wavy Line Design Read More
 #61,Jiancai Industrial Garden,TonganInd. District, Xiamen City, FuJian Province
#61,Jiancai Industrial Garden,TonganInd. District, Xiamen City, FuJian Province
Copyright © 2025 Top-Fire Carbon Technology Co., Ltd. All Rights Reserved. Power by

IPv6 network supported



 Facebook
Facebook LinkedIn
LinkedIn Twitter
Twitter YouTube
YouTube Pinterest
Pinterest